Flash Butt Welding and Resistance Welding are both welding techniques that use electrical energy to join materials. While they share similarities in their reliance on electrical resistance to generate heat, they have distinct processes, applications, and advantages. In this post, we will explore the differences between flash butt welding and resistance welding, how each method works, and their specific uses in various industries.
Understanding the key distinctions between these two methods is important for selecting the appropriate welding technique for a given project, whether it’s in automotive manufacturing, pipeline construction, or electrical component production.
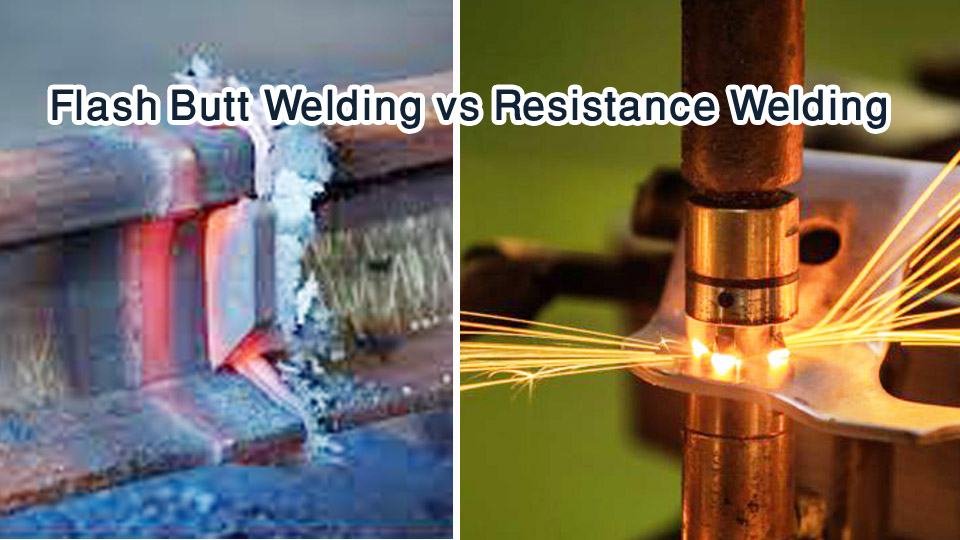
Image by taylor-studwelding & yumpu
What is Flash Butt Welding?
Flash Butt Welding is a specialized form of resistance welding where two metal workpieces are joined by applying electrical current to their ends and bringing them together under pressure. The process involves generating heat through electrical resistance at the interface of the workpieces.
As the materials heat up and start to melt, the pieces are pushed together to form a bond. The flashing (sparks of molten metal) removes impurities from the surface, ensuring a clean and strong weld.
How Flash Butt Welding Works
- Preparation: The workpieces are cleaned to remove contaminants and are clamped into position, end-to-end.
- Application of Current: An electrical current is passed through the joint between the two workpieces.
- Flashing: As the current flows, the resistance at the joint generates heat, causing the metal to melt and form a flash of molten material.
- Upsetting: The pieces are then pressed together with force, allowing the molten material to fuse. This phase is called “upsetting.”
- Cooling: Once the pieces are joined, the current is turned off, and the material cools and solidifies into a strong weld.
Key Characteristics of Flash Butt Welding
- Automated Process: Flash butt welding is typically automated, making it ideal for large-scale industrial applications.
- No Filler Material: The weld is formed by the base material itself, with no additional filler material required.
- Strong Joints: The process creates strong, continuous welds that are often as strong as or stronger than the base material.
- Surface Flash Removal: Post-weld treatment, such as grinding, is often needed to remove excess material from the joint.
Applications of Flash Butt Welding
- Railroad Track Welding: Used to join rails for continuous tracks.
- Automotive Components: Employed for welding parts like axles, wheel rims, and structural elements.
- Pipelines: Used in oil, gas, and water pipelines to create seamless joints.
- Steel Wire and Cable Manufacturing: Applied to join steel wires in electrical and construction industries.
What is Resistance Welding?
Resistance Welding is a broad category of welding processes that use heat generated by electrical resistance to join two or more metal surfaces. The heat is produced when a current passes through the metal at the point of contact between the workpieces. Resistance welding includes several subtypes, such as spot welding, seam welding, and projection welding. These methods are typically used in applications where metal sheets or thin components need to be joined quickly and efficiently.
How Resistance Welding Works:
- Preparation: The metal pieces to be joined are cleaned and aligned.
- Current Application: Electrodes are placed on either side of the workpieces, and a current is passed through the material.
- Resistance Heating: The electrical resistance between the metal surfaces generates heat, causing the materials to soften or melt at the contact point.
- Pressure: While the current is applied, the electrodes exert pressure to bond the softened materials together.
- Cooling: After the current is stopped, the material cools and solidifies, forming a welded joint.
Key Characteristics of Resistance Welding
- Quick Process: Resistance welding is generally a fast process, with welds being completed in milliseconds or seconds.
- No Need for Consumables: Similar to flash butt welding, no filler material or shielding gas is required.
- High-Speed Production: The process is ideal for high-speed, high-volume production, making it popular in automotive and electronics industries.
- Multiple Variants: Resistance welding includes techniques like spot welding, seam welding, and projection welding, each suited to specific applications.
Applications of Resistance Welding
- Automotive Manufacturing: Widely used for joining car body panels and structural components through spot welding.
- Electrical Component Production: Commonly used to make battery cells, electrical contacts, and connectors.
- Appliance Manufacturing: Employed for making household appliances such as refrigerators, washing machines, and air conditioners.
- Aerospace and Defense: Used to fabricate lightweight, strong components with minimal thermal distortion.
Key Differences Between Flash Butt Welding and Resistance Welding
Welding Process and Mechanism
Flash Butt Welding
- Involves end-to-end joining of two workpieces through electrical resistance heating and upsetting.
- The process generates heat through electrical resistance at the joint, causing flashing and melting at the interface.
- Once sufficient heat is generated, the pieces are pressed together, creating a solid-state bond through deformation of the softened material.
- Flash butt welding is an automated process suitable for larger components like rails, pipes, and axles.
Resistance Welding
- Relies on surface-to-surface contact between two workpieces, where electrical current passes through the joint area to generate heat.
- The process typically uses electrodes to apply pressure and heat simultaneously, allowing the materials to bond.
- Resistance welding is often used for thin metals and sheet metal applications, with variants like spot welding and seam welding being particularly common in high-speed production environments.
Material Suitability
Flash Butt Welding
- Best suited for joining thick metal components, such as steel, aluminum, and other metal alloys.
- Commonly used for continuous joints in large parts, such as rails, pipes, or cylindrical components.
- Effective for joining long, linear workpieces that need to be welded end-to-end.
Resistance Welding
- Primarily used for thin metal sheets and small components.
- Commonly applied to metals like steel, stainless steel, aluminum, and copper.
- Resistance welding techniques like spot welding are ideal for joining sheet metal in automotive and electronic applications.
Heat Generation and Control
Flash Butt Welding
- Generates heat through electrical resistance at the ends of the workpieces, causing them to melt and fuse.
- The flashing action helps remove surface contaminants, resulting in a clean, high-quality weld.
- Requires precise control of the electrical current and pressure to achieve the desired joint quality.
Resistance Welding
- Generates heat by passing electrical current through the contact surface of the materials being welded.
- The heat generated is more localized, making it easier to control in terms of spot or seam welding.
- The pressure applied by the electrodes is crucial for forming the bond and cooling the weld, ensuring a clean joint.
Automation and Production Speed
Flash Butt Welding:
- Typically fully automated, making it suitable for high-volume production in industries like railroads, pipelines, and automotive manufacturing.
- The process can be relatively slow compared to other welding methods because of the flashing and upsetting stages.
- Ideal for projects requiring continuous, high-strength welds.
Resistance Welding
- Known for its high-speed production capability, making it ideal for mass production environments.
- Spot welding and seam welding can be completed in fractions of a second, making them faster than flash butt welding for small-scale applications.
- Widely used in the automotive and electronics industries, where rapid production of spot welds or seams is required.
Strength of the Weld
Flash Butt Welding
- Produces strong, continuous welds that are often as strong or stronger than the base material.
- The process creates a uniform bond across the entire joint, making it suitable for high-stress applications such as railways and pipelines.
- The flashing stage helps remove impurities, resulting in a high-quality, defect-free weld.
Resistance Welding
- Provides strong welds for thin metals and sheet metal components, though the strength may be lower compared to flash butt welding for larger components.
- Spot welds and seam welds created by resistance welding are sufficient for applications like automotive body panels, but may not have the same strength as flash butt welds in structural applications.
Flash Butt Welding vs Resistance Welding
| Aspect | Flash Butt Welding | Resistance Welding |
|---|---|---|
| Welding Process | End-to-end joining through electrical resistance | Surface-to-surface joining with electrical current |
| Materials | Thick metals, steel, aluminum | Thin metals, sheet metal, small components |
| Heat Generation | Electrical resistance at the joint, causing flashing | Electrical current at the contact surface |
| Pressure | Pressure applied after flashing (upsetting stage) | Pressure applied during heating with electrodes |
| Automation | Fully automated for large-scale applications | Typically automated for high-speed, mass production |
| Strength | Strong, continuous welds, ideal for large components | Strong for thin metals, but may be weaker for thick parts |
| Applications | Railroads, pipelines, automotive axles, large parts | Automotive panels, electrical components |
Conclusion
Both flash butt welding and resistance welding offer distinct advantages depending on the application. Flash butt welding is ideal for creating strong, high-quality joints in heavy-duty industrial settings, especially when working with large metal components. Its ability to handle complex shapes and thicknesses makes it a preferred choice for industries like rail, automotive, and aerospace.
On the other hand, resistance welding excels in high-speed production environments, particularly for thin metals. It’s widely used in manufacturing and assembly lines for products like sheet metal and small components.
The differences between these two welding techniques allows businesses to choose the most suitable method for their specific needs, optimizing both efficiency and cost. Whether prioritizing joint strength or production speed, selecting the right welding technique is crucial for ensuring long-term durability and performance.

I’m Darrell Julian, the founder, lead writer, and hands-on welding enthusiast behind ArcWeldingPro.com. With more than 15 years of real-world welding experience, I created this platform to share what I’ve learned in the field, in the shop, and in the heat of the arc.


